



Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
 Guangzhou S-guangyu Machinery &Equipment Co.,Ltd
Guangzhou S-guangyu Machinery &Equipment Co.,Ltd
In the silicone rubber molding process, the production tooling can be the lengthiest step and requires the largest capital investment. However, LSR’s ability to flow into very thin cross-sections, tight radii, and thick/thin features make the mold design a simpler task.
In addition, compared to injection molds for plastics, the surface of molds built for LSR injection molding do not require a highly polished finish, and draft angles are not required to help remove the finished component from the mold. Once the curing or vulcanization and solidification phase is completed, the LSR molded part is removed from the mold without concern for distortion or damage.
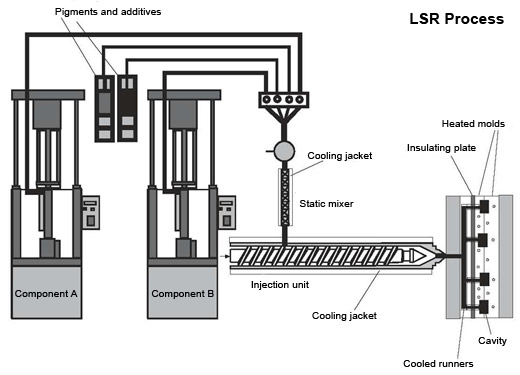
The Liquid injection molding (LIM) manufacturing process is used to mold silicone rubber into a broad array of parts and products. While the traditional reaction injection molding (RIM) process focuses on a pressurized impingement mixing process, liquid injection molding uses a mechanical mixing method that blends a two-component platinum-cured LSR material compound together that flows into a mold.
A primary difference between LSR LIM (liquid injection molding) and thermoplastic injection molding relates to the material delivery. The LSR injection tool is housed in an LSR-specific injection molding press, which is designed for precise control of the shot size and enables the consistent production of liquid silicone rubber components.
Here are the primary steps involved in the liquid silicone rubber Injection Molding process:
The molding of LSR components requires advanced technology, a robust quality system, and creative problem-solving. Your manufacturer must have the expertise to meet this challenge, as it is critical for your production process and the quality and performance of your end-product.

September 02, 2024

September 02, 2024

August 17, 2024

September 13, 2024
Recently, the single frequency of drying has been getting slower and slower. The number of years old has grown, and people have become lazy. As hard-earned gold coins have been deceived by Zhang...
Rotational molding process, also known as rotary molding, rotary casting molding. It is a thermoplastic hollow molding method. The powder is injected into the mold, through the heating of the mold...
1. Precision of mold manufacturing and post-wear factors 2, the plastic parts themselves shrinkage, cooling changes factors (this covers more aspects, mold flow analysis is a very deep knowledge) 4,...
Vertical injection molding machine - insert molding (insert molding) refers to the injection of resin into the mold after the preparation of the different material inserts, the molten material and...
Email to this supplier
September 02, 2024
September 02, 2024
August 17, 2024
September 13, 2024

Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.